-
產(chǎn)品分類

-
聯(lián)系我們

-
聯(lián)系電話

一站式解決防爆墻 抗爆墻 泄爆墻 設(shè)計(jì)、施工解決方案!
OUR TAKES YOU TO THE NEWS OF THE SHELF INDUSTRY AND HELPS YOU ANSWER ALL KINDS OF DIFFICULT QUESTIONS.
















并可根據(jù)客戶不同的需要設(shè)計(jì)、策劃各種情況下防爆墻泄爆墻施工解決方案
-

 需求溝通
需求溝通COMMUNICATION
-

 現(xiàn)場(chǎng)勘測(cè)
現(xiàn)場(chǎng)勘測(cè)SITE SURVEY
-

 專業(yè)設(shè)計(jì)
專業(yè)設(shè)計(jì)DESIGN
-

 進(jìn)場(chǎng)施工
進(jìn)場(chǎng)施工INSTALLATION
我們秉承“以質(zhì)量求生存,以信譽(yù)求發(fā)展”的核心理念





河北久德門業(yè)有限公司是一家生產(chǎn)銷售防(抗)爆門窗、泄爆門窗、防(抗)爆墻、泄爆墻、防火墻、隧道防護(hù)門、密閉門的生產(chǎn)廠家。我公司生產(chǎn)經(jīng)營(yíng)管理制度體系完善,河北久德門業(yè)一直致力于防爆/泄爆技術(shù)、新產(chǎn)品的研究開發(fā)工作。
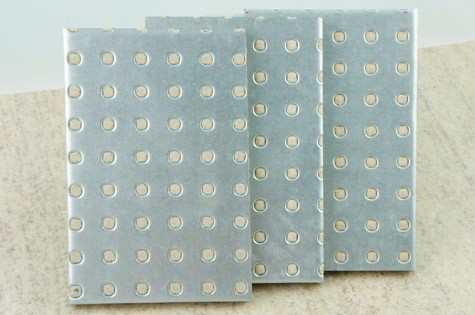
公司產(chǎn)品主要有:防(抗)爆墻、泄爆墻、抗爆板、泄爆板、防火板、防爆抗暴門窗、泄爆門窗、工業(yè)特種門等系列產(chǎn)品。經(jīng)嚴(yán)格檢測(cè)審核產(chǎn)品性能達(dá)到設(shè)計(jì)、施工標(biāo)準(zhǔn)。公司有能力承接各種防爆抗爆墻、泄爆墻、特種門窗及墻體的生產(chǎn)安裝任務(wù)。
-

專業(yè)的生產(chǎn)設(shè)備和技術(shù)人才
-

獲得業(yè)界良好口碑
-

專注于防爆泄爆墻多年
-

已合作過成千上百家企業(yè)
廣泛用于石化、化工、釀酒、冶煉、制藥等多行業(yè)。
河北久德門業(yè)有限公司給您帶來防爆抗爆墻新聞大事,幫您解答各種疑難問題
HUADUNJUNDA TAKES YOU TO THE NEWS OF THE SHELF INDUSTRY AND HELPS YOU ANSWER ALL KINDS OF DIFFICULT QUESTIONS.
-
2024-12-07
纖維水泥復(fù)合鋼板防爆墻能承受多大的爆炸沖擊?
纖維水泥復(fù)合鋼板防爆墻能承受多大的爆炸沖擊?
-
2024-12-07
防爆墻是如何制造的?
防爆墻是如何制造的?
-
2024-12-07
安邦防爆墻抗爆墻價(jià)格是多少錢
安邦防爆墻抗爆墻價(jià)格是多少錢
-
防爆墻價(jià)格全解析:品質(zhì)與價(jià)值的精準(zhǔn)權(quán)衡
-
2024-09-05
防爆門廠家 | 防爆門按類型分類有哪些?
防爆門廠家 | 防爆門按類型分類有哪些?
-
2024-09-05
抗爆門廠家 | 防爆門等級(jí)有哪幾種
抗爆門廠家 | 防爆門等級(jí)有哪幾種
-
2024-09-04
抗爆墻廠家 | 纖維水泥復(fù)合鋼板抗爆墻的使用壽命是多少年
抗爆墻廠家 | 纖維水泥復(fù)合鋼板抗爆墻的使用壽命是多少年

 客服
客服